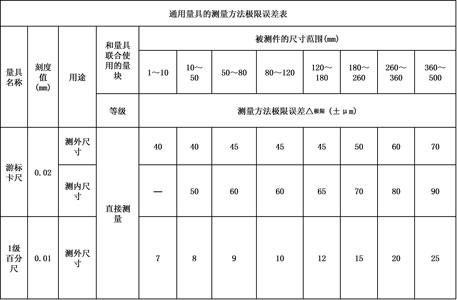
计量器具的选择方法
正确合理的选用计量量具对保证零件、产品质量提高测量效率和降低费用具有重要意义。一般说来,计量器具的选择主取决于被测工件的精度要求,在保证精度要求的前提下,也要考虑尺寸大小、结构形状、材料与被测表面的位置,加工的工艺条件,批量,生产方式和生产成本,使用的测量器具的精确度和经济性等因素。因此,选择量具是一个比较复杂的问题,要正确合理地选用量具,必须根据实际情况进行具体分析。也可以随时联系杰斯特工程师,从专业的角度给您多方面的选用意见,然后再做决定。对批量大的工件,多用专用器具,对单件小批则多用通用计量器具。
1.按零件的公差选择量具:
当已知零件的公差δ时,根据公差与精度系数 A,算出量具的测量方法极限误差,再合理选择量具。
Δ极限=A·δ
式中Δ极限 —— 量具的测量方法极限误差;
δ —— 被测零件的公差;
A —— 精度系数。
精度系数A是经验数值,一般取在1/3~1/10之间。对于精度较高的零件,A取1/3;对于精度较低的零件,A取1/10;一般精度的零件取在1/5左右;特别高精度的零件可取1/2。
此种方法比较简单实用,但也比较粗糙。要想选得准确,就得不断实践,不断总结经验,找出合适的精度系数值。
举例:
(1)检验Φ130+1.7的孔
已知孔的公差δ=1.7mm。制件较粗糙,取A等于1/10,
Δ极限=A·δ=1/10×1.7=0.17mm。
查表知 0.05mm的游标卡尺Δ极限=0.15mm,小于计算值,而且接近于计算值。选用它测量该制件比较合适。
(2)检验Φ20-0.014的轴
已知公差δ=0.014
查表公差等级表,知此轴为二级精度。精度较高,取A=1/3,
Δ极限=A·δ=1/3×0.014=0.0047mm。
查表知刻度值为0.002的杠杆千分尺 Δ极限=0.004mm,小于计算值,而且接近于计算值,选用它测量比较合适。
分度值
分度值是指计量器具的刻度尺或标盘上,相邻两刻度(即每一小格刻度)所代表的量值之差。
例如:百分表的分度值为0.01mm;
游标卡尺的分度值为0.02mm、0.05 mm、0.1mm。
计量器具的分度值是一项重要指标,它和精度相互适应.一般来说,分度值越小,就表示计量器具的精度越高。
示值范围
示值范围是量具或量仪显示或指示的起始值到终止值的范围,即直接读数范围。
测量范围
测量范围就是在正常工作条件下,能确保测量仪器规定准确度的被测量值的范围,在这一规定的测量范围内使用,其示值误差就应处在允许误差限内。如超出测量范围使用,则示值误差将超出允许误差限。
示值范围与测量范围区别:示值范围主要取决于主刻度尺的分度范围。测量范围不仅包括示值范围,而且还包括仪器支架或尾座的调节范围,即测量范围取决于测量器具的立柱和导轨。如千分尺的测量范围有0~25mm 、25~50mm 、50~75mm、 75~100mm等多种规格,而它的示值范围均为25mm。
示值误差
示值误差是指器具的指示值与被测量的真值之差。示值误差是器具准确度的反映。一般来说示值误差越小,计量器具的精度越高。示值误差的大小通过对器具的检定来得到的。
示值误差是测量器具本身各种误差的综合反映。它主要由器具的原理误差、刻度误差、传动机构的制造误差和调整误差等因素造成。计量器具产品标准中所规定的示值误差为其极限值。一般要求示值误差为分度值的0.5倍左右。
示值误差=指示值-被测量真值
示值稳定性
指在相同的测量条件下(同一方法,同一人员、同一器具,同一实验室,于很短的时间间隔内),对同一被测的量值进行多次重复测量时其指示值的变化范围。它主要由于间隙、摩擦、变形等许多不稳定因素 造成的。示值稳定性一般允许为分度值的1/3~1/5。
游标卡尺的读数、使用和维护保养及注意事项
1、读数原理:
游标卡尺的读数机构是由尺身刻线和游标刻线两部分组成。尺身与游标的刻线分度间隔不同,通常尺身刻线分度间隔为1mm,游标刻线则根据其测量精度不同分为以下几种形式:
(1)分度值为0.1毫米,游标分度间隔为0.9毫米;
(2)分度值为0.1毫米,游标分度间隔为1.9毫米;
(4)分度值为0.05毫米,游标分度间隔为1.95毫米;
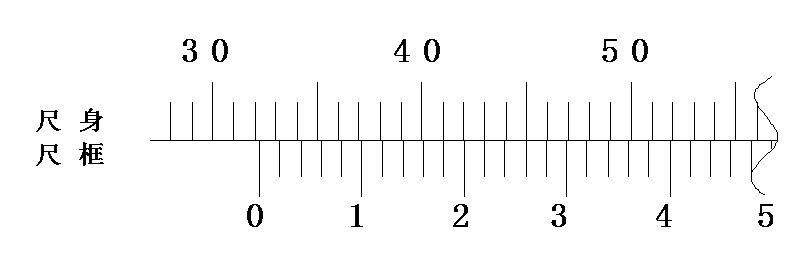
(5)分度值为0.02毫米,游标分度间隔为0.98毫米;(见后图a)
它的尺身刻线间隔为1mm,而游标刻线是在尺身49格刻线间隔间均分为50等分,故其刻线间距为49mm÷50=0.98mm,即尺身与游标刻线每格间相差1mm-0.98mm=0.02mm。
(3)分度值为0.05毫米,游标分度间隔为0.95毫米;
2、读数方法:
第一步:读出游标零刻线左边主尺上的毫米整数;
第二步:看游标的第几条刻线与主尺的刻线对齐, 将游标上该刻线的序号乘上游标分度值(0.02或0.05),即得小数部分。也可以根据游标上标出的 数字直接读出小数部分;
第三步:将毫米的整数与小数部分相加,即得被测尺寸读数。
例如图b所示被测尺寸,由尺身刻线读得32mm,再沿游标刻线找出与尺身刻线对齐位置“2”的右侧一格,即表示该被测尺寸为32.22mm。
千分尺
千分尺是应用螺旋副传动原理,将回转运动变为直线运动一种量具。主要用来测量各种外尺寸。测量范围一般有0~25mm,25~50mm,50~75mm,…,275~300mm。千分尺的读数机构是由固定套筒1和微分筒2组成,如图所示,在固定刻线上刻有一条纵线,在线上、下方分别刻有25条分度刻线,上排线的起始位置与下排线的位置错开0.5mm。两排刻线实际上就是分度间隔0.5mm的刻度尺。
如图a所示,其读数整数值为8mm,然后从固定套筒纵线下方分度刻线判断其小数值是在0.5mm之上还是之下,从图中看出8mm右侧下方刻线没有示出,表示该小数值小于0.5mm,可由微分套筒上直接读出0.27mm,故该被测尺寸为8.27mm。
如图b所示被测尺寸,在固定套筒8mm刻度线右侧纵刻线下方刻线已露出,表示其小数部分数值大于0.5mm,故其小数部分除从微分筒分度刻线读得0.27mm外,还应加0.5mm,故该被测实际尺寸为: 8mm+0.5mm+0.27mm=8.77mm

